 EN
EN
 Chinese
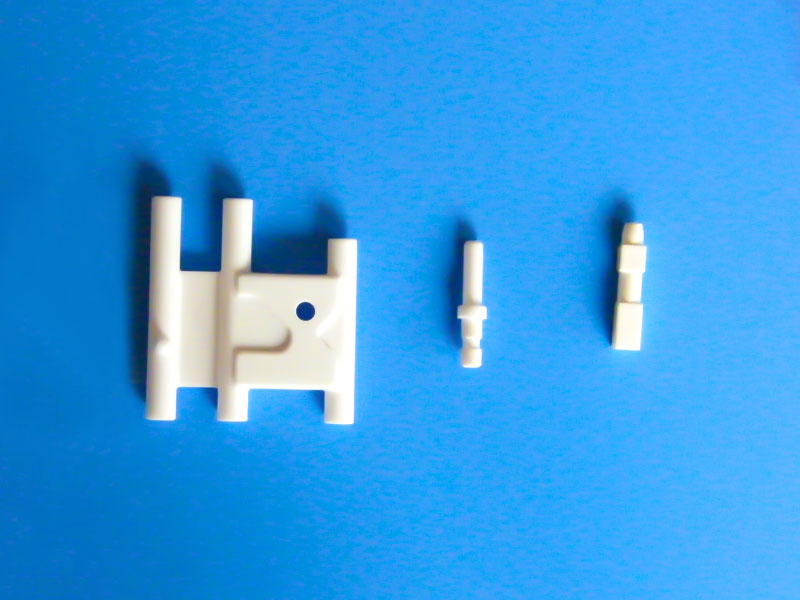
ChineseAlumina ceramic parts are inorganic non-metallic materials with alumina as the main body, which have good conductivity, high mechanical strength and high temperature resistance; it is a kind of widely used ceramics. Thanks to its superior performance, it has become more and more widely used in modern industry.
Alumina ceramic parts can be divided into precision type and ordinary type according to the alumina content. The precision type is a ceramic material with an alumina content of more than 99.9%. The sintering temperature is as high as 1650-1990 ° C, and the transmission wavelength is 1-6 μm. It is generally made of molten glass to replace platinum crucibles.
Utilizing its light transmittance and alkali metal corrosion resistance, it can be used as a sodium lamp tube; in the electronics industry, it can be used as an integrated circuit substrate and a high-frequency insulating material. Due to its insulation, acid and alkali resistance, and high temperature resistance, alumina ceramics have begun Expose the head angle in the mechanical structure. Ordinary alumina ceramics are divided into 99 porcelain, 95 porcelain, 90 porcelain, 85 porcelain and other varieties according to different alumina content.
The alumina powder is made into powder materials according to different product requirements and different molding processes. The particle size of the powder is below 1 μm. In addition to the purity of 99.99% alumina in the manufacture of high-purity alumina ceramic products, ultra-fine grinding and uniform particle size distribution are required.
In extrusion molding or injection molding, binder and plasticizer need to be added to the powder, generally thermoplastic or resin with a weight ratio of 10-30%, organic binder and alumina powder at a temperature of 150-200 It is mixed evenly at the bottom to facilitate the molding process.
The powder raw material formed by the hot pressing process does not need to add a binder. If semi-automatic or fully automatic dry pressing is used, there will be special process requirements for the powder, and the powder needs to be treated by spray granulation to make it appear spherical, so as to improve the fluidity of the powder and facilitate the automatic molding process. Fill the mold wall.








